




普拉迪加工中心操作指南手冊:第一章 認識加工中心
加工中心是從數控銑床發展而來,由機械設備與數控系統組成的用于加工復雜零件的高效率、高精度的自動化機床...
加工中心是從數控銑床發展而來,由機械設備與數控系統組成的用于加工復雜零件的高效率、高精度的自動化機床...
來源: 點擊數:18333次 更新時間:2024-01-15
目錄
第一章 認識加工中心............................................................................................................................................ 1
圖1-1 加工中心................................................................................................................................................... 18
1.3 加工中心的結構............................................................................................................................................ 18
1.3.1機械架構部分............................................................................................................................................ 19
機械部分是加工中心的骨骼,主要起到支撐、連接其他構件的作用。機械部分床身可分為鑄件和焊接件兩種,鑄件穩定性較好且易于加工,在大批量生產中可節省開模成本,目前在加工中心得到廣泛應用。........................................ 19
⑤ ⑥ ⑦ ⑧ ⑨ ⑩................................................................................... 19
圖1-2 加工中心機械部分.................................................................................................................................. 19
①立柱 ②機頭 ③主軸 ④y軸進給方向 ⑤z軸進給方向................................................. 19
⑥工作臺 ⑦x軸進給方向 ⑧床鞍 ⑨床身 ⑩減速機......................................................... 19
1.3.2 配電部分.................................................................................................................................................... 19
配電部分是加工中心的脈絡。配電部分的設立,使得機床可以實現規定的軸向進給,刀庫換刀及正轉反轉,加工吹屑排屑等一系列自動化操作。它的運行體現了加工中心的功能延伸性。............................................................................... 19
機床動力線、反饋線、水管、油管、氣管被包裹在拖鏈中,起到保護線路和美觀的作用。風琴罩緊密覆蓋在三軸位置,可防止滑屑進落入,影響精度。打刀缸是一種增力氣液轉換裝置,上部是氣缸,下部分是液壓缸,并與油杯相通,底部為壓桿回程氣缸,氣缸上腔進氣,推動活塞及活塞桿向下運動,壓縮密封在油腔內的液壓油,產生推力,推動壓桿運動,實現執行裝置的動作。 19
圖1-3 加工中心配電部分.................................................................................................................................. 20
①減速電機 ②刀庫電機 ③拖鏈 ④風琴罩 ⑤刀庫............................................................ 20
圖1-4 打刀缸........................................................................................................................................................ 20
1.3.3 電柜部分.................................................................................................................................................... 20
電柜是加工中心的控制中樞。電柜的作用是對加工中心的各個用電設備進行電能分配和控制,在電路出現過載、短路和漏電現象時,電柜還可以提供斷電保護。............................................................................................................................... 20
伺服放大器可以將伺服馬達編碼的脈沖信號放大轉變為數值信號,經由NC控制器處理,再由伺服放大器轉為脈沖信號,以達到控制伺服軸運動的目的。I/0模塊用來控制信號的輸入與輸出。................................................................... 20
圖1-5 電柜............................................................................................................................................................ 21
①電抗 ②伺服放大器 ③電動機斷路器 ④交流接觸器 ⑤繼電器模塊.................................. 21
⑥接線端子 ⑦24v電源 ⑧小型斷路器 ⑨I/0模塊....................................................................... 21
1.3.4 鈑金部分.................................................................................................................................................... 21
鈑金部分是加工中心的保護層。鈑金件覆蓋在機床的設備上,可以保護設備不被意外損壞,保持設備的理論使用壽命。經過無外露孔設計和防水設計的鈑金件能夠保持機床整潔美觀。.................................................................................... 21
1.4 加工中心重要零部件................................................................................................................................... 21
1.4.1 硬軌與線軌................................................................................................................................................ 21
硬軌與線軌都是機床上軸向運動的結構方式。硬軌的導軌和床身是一體的鑄造件,在鑄件的基礎上加工出導軌面,最后通過淬火熱處理和磨削工藝加工完成。硬軌剛性好,強度高,但是慣性也很大,較難進行加工、裝配及維修。同時由于導軌接觸面大,使得摩擦阻力也較大,導軌較易磨損,進給速度受限,易產生爬行現象。硬軌常用于經濟型機床或加工速度精度要求不高的重型切削上,如切削鑄鐵、大型模具等。............................................................................................................................................ 22
圖1-6 硬軌圖........................................................................................................................................................ 22
線軌全稱為線性導軌,一般指的是滾動導軌。線軌本身分為滑軌和滑塊兩部分,滑塊內設有可以進行內循環的滾珠或滾珠,滑軌的長度可以定制。它是一種模塊化的元件,選擇余地大,通過壓板安裝在床身上,磨損后可以拆下來更換,安裝維修方便。線軌是滾動摩擦,通過滾珠或滾珠在導軌上滾動來帶動導軌滑動,承受切削力和摩擦阻力相對較小,無爬行現象,運動速度快,精度高。線軌的承載能力和平穩性相比于硬軌而言相對較低,但是隨著機械工藝的發展已經得到極大的提升,除了特殊構件,一般能夠滿足設備加工的需求。線軌因其高精度,需要按規范對它進行潤滑等檢修防護。線軌多用于高速度加工、高精度要求和快速走刀的工件加工上。................................................................................................................................................................................... 22
線軌按結構可分為滾珠型導軌和滾柱型導軌。滾珠型導軌與接觸面屬于點接觸,成本低,速度快,但是由于接觸面小,剛性相對較低,適合高速輕切削。滾柱與接觸面屬于線接觸,接觸面較大,因此剛性相對高,承載能力大,相應的,速度相比于滾珠型導軌較低,適合低速重切削。..................................................................................................................................................... 22
圖1-7 線軌圖........................................................................................................................................................ 23
1.4.2 絲桿和齒輪齒條裝置.............................................................................................................................. 23
絲桿主要功能是將回轉運動轉換成線性運動,或將扭矩轉換成軸向反復作用力。由于滾珠絲桿副是利用絲桿軸與絲桿螺母之間的滾珠做滾動運動的,所以絲桿傳動摩擦力小,傳動效率高,精度高,噪音低,能夠實現精確的微進給,絲桿不能自鎖,所以絲桿的傳動具有可逆性。但是在長距離直線傳動時,絲桿在重力作用下有可能因為強度不夠而產生自垂,導致絲桿彎曲、變形,影響精度,所以絲桿一般適用于短距離高速往返傳動。.............................................................................................................. 23
齒條可以分為直尺和斜齒。齒條的選型是根據客戶對負載、運行速度和精度的需要進行設計制造的。齒條的優點是可以無限延長,便于拼接,運行速度快,壽命長,高剛性。缺點是相對于絲桿來說精度低,安裝測試復雜。齒條需要進行定期的打油,檢查鐵屑是否在齒面是殘留。......................................................................................................................................................... 23
① 齒條 ② 絲桿....................................................................................................................................... 23
圖1-8 絲桿傳動和齒輪齒條傳動..................................................................................................................... 24
1.5 加工中心各軸實際運動方向...................................................................................................................... 24
圖1-9 各軸運動方向........................................................................................................................................... 24
人面對機床站立,上下為z軸,左右為x軸,前后為y軸,“+”號方向為各軸正方向。............ 24
1.6 加工中心不同機型部分機械規格參數示例............................................................................................ 24
機型.......................................................................................................................................................................... 24
項目.......................................................................................................................................................................... 24
主軸.......................................................................................................................................................................... 24
NO............................................................................................................................................................................. 24
主軸轉速.................................................................................................................................................................. 24
rpm............................................................................................................................................................................ 24
行程.......................................................................................................................................................................... 24
mm.............................................................................................................................................................................. 24
進給.......................................................................................................................................................................... 24
m/min....................................................................................................................................................................... 24
定位精度.................................................................................................................................................................. 24
mm.............................................................................................................................................................................. 24
PYC............................................................................................................................................................................ 24
BT40.......................................................................................................................................................................... 24
10000(20000電主軸)..................................................................................................................................... 24
2500~8500,580,450....................................................................................................................................... 24
60,28,28................................................................................................................................................................ 24
0.05,0.02,0.01.................................................................................................................................................. 24
PIC............................................................................................................................................................................ 24
BT30.......................................................................................................................................................................... 24
12000(24000電主軸)..................................................................................................................................... 24
2500~6500,450,450........................................................................................................................................... 24
60,28/40,28/40.................................................................................................................................................. 24
0.05,0.02,0.01.................................................................................................................................................. 24
PHA............................................................................................................................................................................ 24
BT40.......................................................................................................................................................................... 24
10000(20000電主軸)..................................................................................................................................... 24
3000`6000,2000,800......................................................................................................................................... 24
40,50,20................................................................................................................................................................ 24
0.05,0.03,0.02.................................................................................................................................................. 24
PHB............................................................................................................................................................................ 24
HSK............................................................................................................................................................................ 24
16000(20000電主軸)..................................................................................................................................... 24
4000~30000,2000~2500,800~1250............................................................................................................... 24
30,30,30................................................................................................................................................................ 24
0.02,0.015,......................................................................................................................................................... 24
0.01.......................................................................................................................................................................... 24
PW.............................................................................................................................................................................. 24
8050.......................................................................................................................................................................... 24
BT30.......................................................................................................................................................................... 24
24000....................................................................................................................................................................... 24
800,800,500......................................................................................................................................................... 24
48,48,48................................................................................................................................................................ 24
0.02,0.02,............................................................................................................................................................ 24
0.015....................................................................................................................................................................... 24
表1-1 機型部分技術參數.................................................................................................................................. 24
第一章 認識加工中心
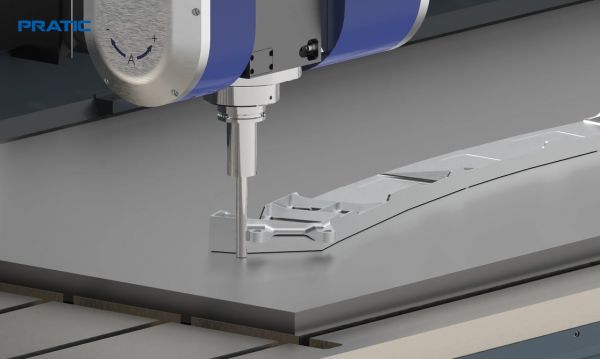
加工中心是從數控銑床發展而來,由機械設備與數控系統組成的用于加工復雜零件的高效率、高精度的自動化機床。它與數控銑床的最大區別在于加工中心配有刀庫,具有自動交換加工刀具的功能。通過在刀庫上安裝不同用途的刀具,可在單次裝夾中自動換刀對工件進行多道工序的加工。
1.1 本章內容
§. 加工中心的認識
§. 加工中心的結構
§. 加工中心重要零部件
1.2 加工中心的認識
加工中心(英文縮寫為CNC,全稱為Computerized Numerical Control)是一種裝有數字控制系統的自動化機床。數字控制系統能夠邏輯地處理控制編碼或其他符合指令規定的程序,并將其譯碼,用代碼化的數字表示,通過信息載體輸入數控裝置。數控裝置經運算處理發出各種控制信號控制機床的運行,從而能夠按照圖紙要求的形狀尺寸,通過銑、鏜削、鉆削、攻螺紋等工序,自動的將零件加工出來。加工中心較好的解決了形狀較為復雜,精度要求高的單件或中小批量多品種的工件生產問題,是一種高綜合性的、高效能的自動化機床。加工中心是目前世界上產量最高、應用最廣泛的數控機床之一,是一種典型的機電一體化產品。
標準的數控加工中心由機床本體、數控系統、電氣控制裝置、輔助裝置組成。其余可供選擇的特殊配置有特殊測量裝置、排屑機、刀具等。

1.3 加工中心的結構
1.3.1機械架構部分
機械部分是加工中心的骨骼,主要起到支撐、連接其他構件的作用。機械部分床身可分為鑄件和焊接件兩種,鑄件穩定性較好且易于加工,在大批量生產中可節省開模成本,目前在加工中心得到廣泛應用。

1.3.2 配電部分
配電部分是加工中心的脈絡。配電部分的設立,使得機床可以實現規定的軸向進給,刀庫換刀及正轉反轉,加工吹屑排屑等一系列自動化操作。它的運行體現了加工中心的功能延伸性。
機床動力線、反饋線、水管、油管、氣管被包裹在拖鏈中,起到保護線路和美觀的作用。風琴罩緊密覆蓋在三軸位置,可防止滑屑進落入,影響精度。打刀缸是一種增力氣液轉換裝置,上部是氣缸,下部分是液壓缸,并與油杯相通,底部為壓桿回程氣缸,氣缸上腔進氣,推動活塞及活塞桿向下運動,壓縮密封在油腔內的液壓油,產生推力,推動壓桿運動,實現執行裝置的動作。

圖1-3 加工中心配電部分
①減速電機 ②刀庫電機 ③拖鏈 ④風琴罩 ⑤刀庫

圖1-4 打刀缸
1.3.3 電柜部分
電柜是加工中心的控制中樞。電柜的作用是對加工中心的各個用電設備進行電能分配和控制,在電路出現過載、短路和漏電現象時,電柜還可以提供斷電保護。
伺服放大器可以將伺服馬達編碼的脈沖信號放大轉變為數值信號,經由NC控制器處理,再由伺服放大器轉為脈沖信號,以達到控制伺服軸運動的目的。I/0模塊用來控制信號的輸入與輸出。

圖1-5 電柜
①電抗 ②伺服放大器 ③電動機斷路器 ④交流接觸器 ⑤繼電器模塊
⑥接線端子 ⑦24v電源 ⑧小型斷路器 ⑨I/0模塊
1.3.4 鈑金部分
鈑金部分是加工中心的保護層。鈑金件覆蓋在機床的設備上,可以保護設備不被意外損壞,保持設備的理論使用壽命。經過無外露孔設計和防水設計的鈑金件能夠保持機床整潔美觀。
1.4 加工中心重要零部件
1.4.1 硬軌與線軌
硬軌與線軌都是機床上軸向運動的結構方式。硬軌的導軌和床身是一體的鑄造件,在鑄件的基礎上加工出導軌面,最后通過淬火熱處理和磨削工藝加工完成。硬軌剛性好,強度高,但是慣性也很大,較難進行加工、裝配及維修。同時由于導軌接觸面大,使得摩擦阻力也較大,導軌較易磨損,進給速度受限,易產生爬行現象。硬軌常用于經濟型機床或加工速度精度要求不高的重型切削上,如切削鑄鐵、大型模具等。

圖1-6 硬軌圖
線軌全稱為線性導軌,一般指的是滾動導軌。線軌本身分為滑軌和滑塊兩部分,滑塊內設有可以進行內循環的滾珠或滾珠,滑軌的長度可以定制。它是一種模塊化的元件,選擇余地大,通過壓板安裝在床身上,磨損后可以拆下來更換,安裝維修方便。線軌是滾動摩擦,通過滾珠或滾珠在導軌上滾動來帶動導軌滑動,承受切削力和摩擦阻力相對較小,無爬行現象,運動速度快,精度高。線軌的承載能力和平穩性相比于硬軌而言相對較低,但是隨著機械工藝的發展已經得到極大的提升,除了特殊構件,一般能夠滿足設備加工的需求。線軌因其高精度,需要按規范對它進行潤滑等檢修防護。線軌多用于高速度加工、高精度要求和快速走刀的工件加工上。
線軌按結構可分為滾珠型導軌和滾柱型導軌。滾珠型導軌與接觸面屬于點接觸,成本低,速度快,但是由于接觸面小,剛性相對較低,適合高速輕切削。滾柱與接觸面屬于線接觸,接觸面較大,因此剛性相對高,承載能力大,相應的,速度相比于滾珠型導軌較低,適合低速重切削。

圖1-7 線軌圖
1.4.2 絲桿和齒輪齒條裝置
絲桿主要功能是將回轉運動轉換成線性運動,或將扭矩轉換成軸向反復作用力。由于滾珠絲桿副是利用絲桿軸與絲桿螺母之間的滾珠做滾動運動的,所以絲桿傳動摩擦力小,傳動效率高,精度高,噪音低,能夠實現精確的微進給,絲桿不能自鎖,所以絲桿的傳動具有可逆性。但是在長距離直線傳動時,絲桿在重力作用下有可能因為強度不夠而產生自垂,導致絲桿彎曲、變形,影響精度,所以絲桿一般適用于短距離高速往返傳動。
齒條可以分為直尺和斜齒。齒條的選型是根據客戶對負載、運行速度和精度的需要進行設計制造的。齒條的優點是可以無限延長,便于拼接,運行速度快,壽命長,高剛性。缺點是相對于絲桿來說精度低,安裝測試復雜。齒條需要進行定期的打油,檢查鐵屑是否在齒面是殘留。

① 齒條 ② 絲桿
圖1-8 絲桿傳動和齒輪齒條傳動
1.5 加工中心各軸實際運動方向

圖1-9 各軸運動方向
人面對機床站立,上下為z軸,左右為x軸,前后為y軸,“+”號方向為各軸正方向。
1.6 加工中心不同機型部分機械規格參數示例

表1-1 機型部分技術參數

文章來自普拉迪技術支持部,由普拉迪數控機床型材加工中心網站編輯,如若有問題請聯系管理員,轉載請注明出處:http://www.nljszj.cn/jishuzhichi/403.html
型材加工中心作為工業制造領域的重要設備,憑借其不斷革新的技術,正助力行業邁向更高效、更智能的未來。本文深入探討型材加工中心的技術創新及其如何推動行業的持續發展。
在制造業飛速發展的今天,型材加工中心作為工業生產的重要環節,正以其獨特的創新技術引領行業潮流。型材加工中心,這個看似神秘的名字背后,究竟隱藏著怎樣的黑科技?本文...

在制造業飛速發展的今天,型材加工中心已成為眾多企業提高生產效率、降低成本的關鍵環節。那么,型材加工中心究竟是如何為企業創造更高價值的呢?
在當今激烈的市場競爭中,制造業企業如何轉型升級,實現智能制造,已成為關乎生存與發展的重要課題。型材加工中心作為智能制造的關鍵環節,正逐漸成為企業提升競爭力的有力...

從無到有,從弱到強,型材加工中心在中國制造業的發展史上,留下了濃墨重彩的一筆。今天,讓我們共同回顧這段波瀾壯闊的歷程,見證中國制造的崛起!
在現代制造業的飛速發展中,型材加工中心成為了精密制造領域的重要工具。尤其是小型材,盡管體積較小,卻在高精度要求的生產過程中發揮了至關重要的作用。
