




加工中心鋁件加工參數(shù)解析
在現(xiàn)代制造業(yè)中,鋁件因其輕便、耐腐蝕、導(dǎo)電性好等特點(diǎn),被廣泛應(yīng)用于航空航天、汽車零部件等領(lǐng)域。而在加...
在現(xiàn)代制造業(yè)中,鋁件因其輕便、耐腐蝕、導(dǎo)電性好等特點(diǎn),被廣泛應(yīng)用于航空航天、汽車零部件等領(lǐng)域。而在加...
來源:原創(chuàng) 點(diǎn)擊數(shù):2174次 更新時(shí)間:2024-09-19
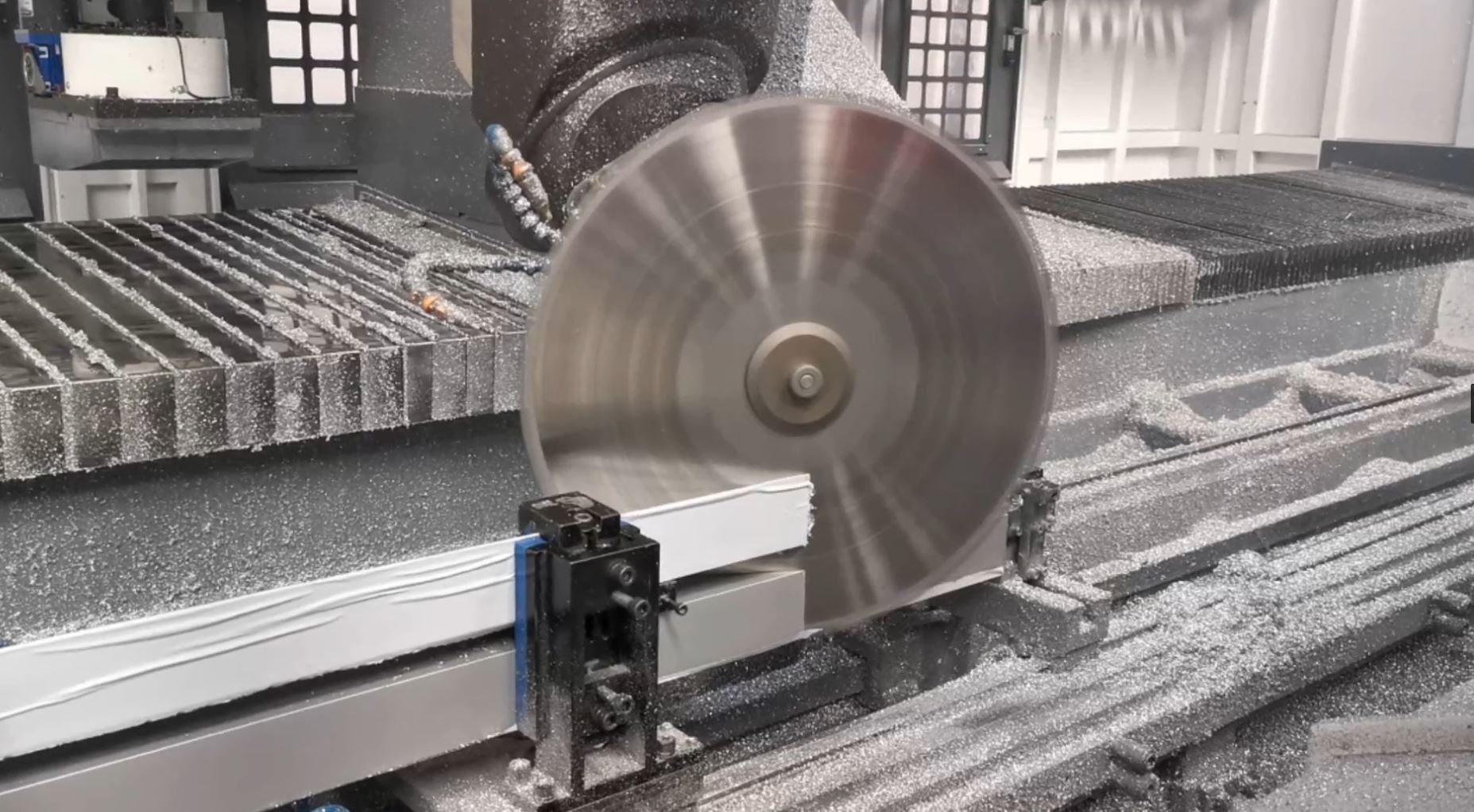
在現(xiàn)代制造業(yè)中,鋁件因其輕便、耐腐蝕、導(dǎo)電性好等特點(diǎn),被廣泛應(yīng)用于航空航天、汽車零部件等領(lǐng)域。而在加工中心中對(duì)鋁件進(jìn)行精確加工,如何選擇合適的加工參數(shù)則是提高加工質(zhì)量和效率的關(guān)鍵。本文將圍繞加工中心鋁件加工參數(shù)這一主題展開,幫助讀者了解如何優(yōu)化鋁件的加工過程。

鋁合金具有較高的延展性和良好的切削性能,但也因其硬度較低,容易產(chǎn)生切削粘附,尤其在高溫加工時(shí),刀具容易磨損。因此,在加工中心中對(duì)鋁件進(jìn)行加工時(shí),選擇合適的刀具、切削速度、進(jìn)給量和切削液等參數(shù)至關(guān)重要。
1. 刀具材料與幾何參數(shù)
加工鋁件時(shí),刀具的選擇尤為關(guān)鍵。通常,硬質(zhì)合金刀具或高速鋼刀具是較常用的材料。鋁件硬度低,容易粘刀,因此刀具應(yīng)具備良好的表面光潔度,同時(shí)刀具角度要較大,以減小切削阻力。具體建議如下:
前角:推薦選擇12°至15°。
后角:建議保持在6°至8°,有助于減少刀具與工件的摩擦。
刃口圓角:適當(dāng)?shù)娜锌阝g化(0.01mm-0.02mm)能有效提升刀具耐用性。
2. 切削液的選擇
由于鋁材在加工過程中容易生成切屑堆積,導(dǎo)致刀具過熱,因此切削液的選擇顯得尤為重要。一般選擇具有良好潤(rùn)滑性和冷卻性能的切削液,如乳化液或油基冷卻液,有效降低刀具溫度,避免材料表面變形和切削黏連。
在加工中心鋁件加工中,切削速度、進(jìn)給量和切削深度是影響加工質(zhì)量和效率的主要參數(shù)。根據(jù)鋁件材料的特性,這些參數(shù)的設(shè)定需要謹(jǐn)慎處理。
1. 切削速度(V)
鋁件加工時(shí),建議采用較高的切削速度,因?yàn)殇X材硬度較低,能在高速度下保持良好的加工精度和表面質(zhì)量。具體的推薦切削速度范圍為:
鋁合金加工:切削速度可以在500m/min至2000m/min之間,根據(jù)具體工件形狀和尺寸進(jìn)行調(diào)整。
在實(shí)際操作中,切削速度的選擇需要考慮刀具的類型和冷卻液的應(yīng)用情況。高速切削可以有效減少切屑粘附和積屑瘤的產(chǎn)生,同時(shí)提高表面光潔度。
2. 進(jìn)給量(F)
進(jìn)給量指的是每分鐘刀具移動(dòng)的距離。鋁件加工的進(jìn)給量應(yīng)根據(jù)具體刀具和加工工藝確定。對(duì)于鋁件加工,建議選擇中等至較高的進(jìn)給量,通常范圍為0.1mm/rev至0.5mm/rev。如果進(jìn)給量過大,會(huì)導(dǎo)致表面粗糙度增加;而進(jìn)給量過小,則可能導(dǎo)致刀具磨損增加和生產(chǎn)效率下降。
3. 切削深度(ap)
切削深度與工件的尺寸、形狀以及切削要求密切相關(guān)。在鋁件加工中,較大的切削深度可以減少加工時(shí)間,但也容易導(dǎo)致刀具負(fù)荷過大,影響加工精度。因此,建議在初次粗加工時(shí),切削深度可設(shè)定在2mm-5mm;而在精加工時(shí),切削深度應(yīng)控制在0.1mm-0.5mm之間,以確保較高的表面光潔度。
在加工中心對(duì)鋁件進(jìn)行加工時(shí),常見的加工難題包括刀具粘附、積屑瘤形成、加工表面粗糙等。這些問題往往會(huì)導(dǎo)致工件質(zhì)量下降甚至刀具損壞。
1. 刀具粘附問題
由于鋁材具有較高的塑性,尤其在高溫條件下,容易發(fā)生刀具粘附現(xiàn)象。為避免這種情況,可以采取以下措施:
選擇合適的刀具涂層(如TiN、TiAlN涂層),提高刀具的耐磨性和耐熱性。
提高切削速度,降低摩擦產(chǎn)生的溫度,減少粘附。
2. 積屑瘤的形成
積屑瘤會(huì)導(dǎo)致加工表面粗糙度增加。為了減少積屑瘤的產(chǎn)生,可以通過增加切削液的冷卻效果,以及選用高鋒利度的刀具來解決。適當(dāng)?shù)那邢魉俣群瓦M(jìn)給量調(diào)整也有助于減少積屑瘤。
3. 加工表面粗糙
表面粗糙問題通常是由于進(jìn)給量或切削深度過大引起的。通過適當(dāng)降低進(jìn)給量,減少切削深度,以及使用高光潔度刀具,可以有效提升工件表面的光滑度。
為了實(shí)現(xiàn)高效、優(yōu)質(zhì)的鋁件加工,可以采取以下優(yōu)化措施:
切削參數(shù)動(dòng)態(tài)調(diào)整:不同工件、刀具和加工環(huán)境下的參數(shù)可能各不相同,因此要靈活調(diào)整切削速度、進(jìn)給量和切削深度,以獲得最佳效果。
使用高速主軸:鋁件加工時(shí),高速主軸能顯著提高生產(chǎn)效率并確保加工精度。采用12000rpm以上的主軸速度,可以適應(yīng)更快的切削速度。
采用先進(jìn)加工技術(shù):如五軸聯(lián)動(dòng)加工、HPC(高效加工)等技術(shù),有助于更精確地控制加工過程,避免不必要的誤差。
鋁件加工因其材料特性而要求較為精細(xì)的加工參數(shù)設(shè)定。通過合理選擇刀具材料、切削液以及適當(dāng)?shù)那邢魉俣取⑦M(jìn)給量和切削深度,可以顯著提升型材加工中心鋁件加工的效率和質(zhì)量。針對(duì)加工中的常見問題,靈活調(diào)整工藝參數(shù),結(jié)合現(xiàn)代先進(jìn)加工技術(shù),能夠進(jìn)一步優(yōu)化鋁件的加工效果。最終,實(shí)現(xiàn)高效、高質(zhì)量的生產(chǎn)。

在現(xiàn)代制造業(yè)中,產(chǎn)業(yè)鏈協(xié)同創(chuàng)新成為推動(dòng)行業(yè)發(fā)展的關(guān)鍵因素。尤其是在型材加工領(lǐng)域,先進(jìn)的型材加工中心正成為助力上下游企業(yè)實(shí)現(xiàn)共贏的重要工具。通過優(yōu)化生產(chǎn)流程、提升...

隨著人們生活水平的提高,對(duì)家居環(huán)境的要求也越來越高,個(gè)性化、定制化的家具逐漸成為市場(chǎng)的新寵。在此背景下,型材加工中心作為家具制造業(yè)的重要環(huán)節(jié),正發(fā)揮著越來越重要...
隨著全球環(huán)保意識(shí)的提升,新能源汽車市場(chǎng)迅速崛起。新能源汽車的結(jié)構(gòu)變化,對(duì)加工中心市場(chǎng)提出了新的需求。普拉迪將圍繞這一主題,與您一起解析新能源汽車結(jié)構(gòu)變化對(duì)加工中...
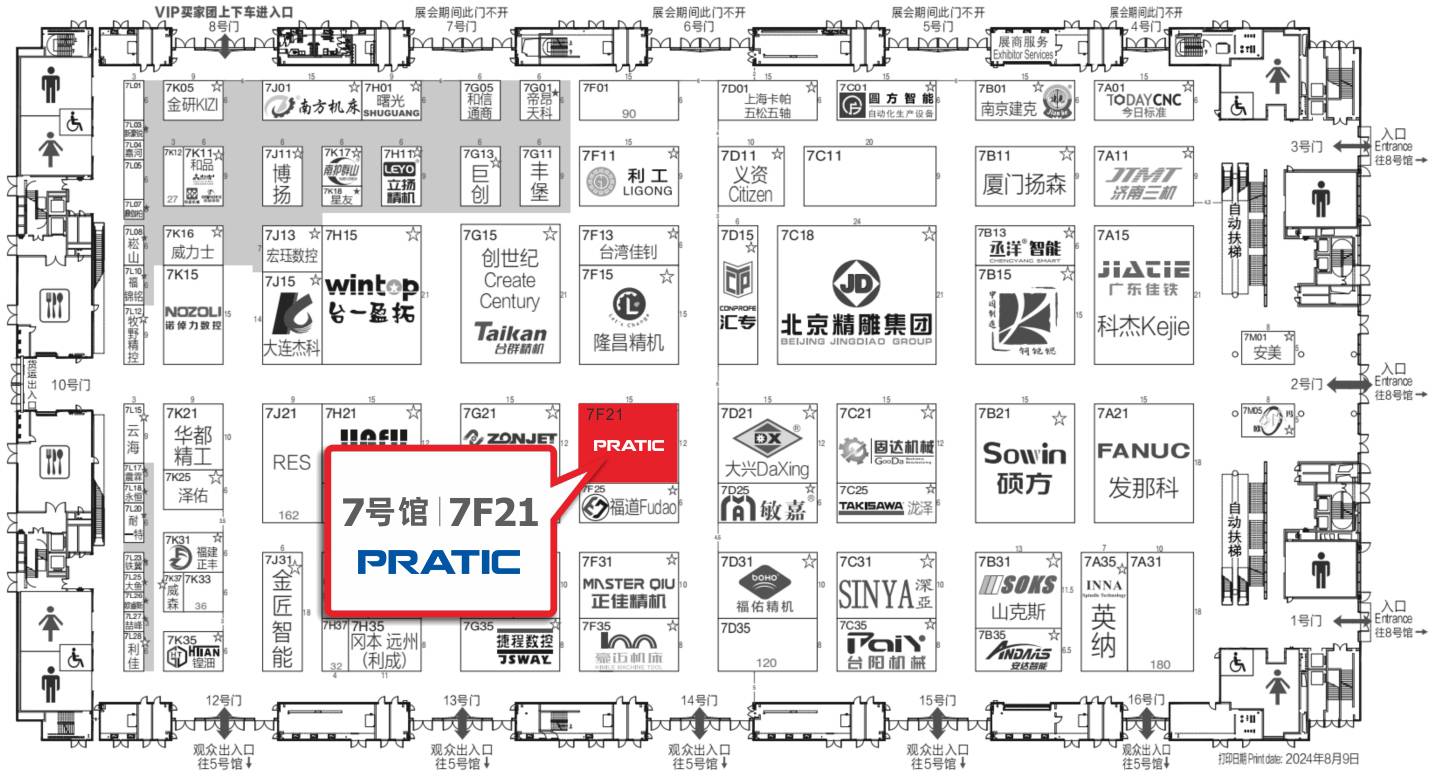
展會(huì)時(shí)間:2024年11月26日~29日 展館地點(diǎn):深圳國(guó)際會(huì)展中心(寶安) 展位號(hào):7號(hào)館-7F21 參展設(shè)備:PB65-25

隨著制造業(yè)的飛速發(fā)展,數(shù)控機(jī)床如何實(shí)現(xiàn)高精度加工成為業(yè)內(nèi)廣泛關(guān)注的話題。數(shù)控機(jī)床作為現(xiàn)代工業(yè)的核心設(shè)備,不僅大幅提高了生產(chǎn)效率,更推動(dòng)了高精度零部件的加工。

隨著生活品質(zhì)的提高,定制家具越來越受到消費(fèi)者的青睞。然而,很多人對(duì)定制家具背后的型材加工技術(shù)知之甚少。今天,我們就來揭秘定制家具背后的型材加工技術(shù),讓您在選購(gòu)定...

站點(diǎn)地圖| 網(wǎng)站文檔| 手機(jī)端| 企業(yè)視頻| 常見問題| 資料下載 | Copyright?2008-2021 廣東普拉迪科技股份有限公司 All Rights 粵ICP備16111509號(hào)